2.10.8 ホーニング
Contents
2.10.8 ホーニング(honing)
スポンサーリンク
1. ホーニング仕上げとは
ホーニング仕上げとは、複数個の角形棒状のホーニング砥石(stick)を、設定された圧力で加工面に押し付けて、回転運動と軸方向の往復運動とを連動させて、多量の工作液を注ぎながら、精密中ぐりや研削などで前処理された円筒内面、或いは円筒外面、平面などを、効率良く仕上げる、固定砥粒による仕上げ研磨法と定義されます。
2. ホーニングの加工原理
ホーニングによる研磨は、圧力切込み(定圧切込み)方式です。圧力切込みとは、砥石をばねや油空圧などにより、適正な荷重で比較的広い研削面に押し当てて、工作物と砥石との間に回転運動と往復摺動運動とを与えながら、湿式で研削する加工法式をいいます。
この場合、工作物と砥石との接触面は、実際に接触している真実接触面である加工面の凸部から、優先して除去加工が進行します。
砥石は剛的に支持されていないので(floating機構など)、砥石に加わる衝撃が吸収されるため、広い研削作用面を持つ角形棒状砥石が適用可能になります。
圧力切込み方式の欠点は、取り代の除去が圧力による間接的な管理になることにより、前加工形状に倣ったり、うねりが形成されやすいことです。これは形状・寸法精度に対しては不利に作用します。
ちなみに、一般の研削盤は設定(強制)切込み方式で、研削盤の運動精度が寸法・幾何的加工精度として工作物に転写されます。いわゆる母性原則に支配されます。
3. ホーニング仕上げ作業およびホーニング盤
ホーニング作業を行う機械をホーニング盤(honing machine)といいます。ホーニング仕上げは主に円筒内面仕上げに適用されますが、まれに円筒外面、平面の仕上げに用います。特殊な場合として歯車歯面のホーニング仕上機もあります。
ホーニング盤は立形(vertical honing machine)が多く、小物加工や長欠加工用には横形(horizontal honing machine)もあります。また、多量生産用として多軸ホーニング盤(multiple spindle honing machine)があります。それぞれの写真を示します(図2.10.8.1,2.10.8.2,2.10.8.3)。また、立形単軸ホーニング盤の構成例を図2.10.8.4 に示します。

図2.10.8.1 立形単軸ホーニング盤 新編機械製作 下巻

図2.10.8.2 立形多軸ホーニング盤 新編機械製作 下巻

図2.10.8.3 横形単軸ホーニング盤 新編機械製作 下巻

図2.10.8.4 立形単軸ホーニング盤の構成例 機械工学便覧 第6版 (一社)日本機械学会
ホーニング盤の構造は、ホーニングヘッド(honing head:ストーンと呼ばれるスティック状のホーニング砥石3~24本程度(通常は4~8本程度)をヘッド外周に配置して、ばねによる加圧機構や、油・空圧拡張機能、ねじ拡張機構などを介して、所定の圧力で加工面に押し付ける研磨機構部、ホーンとの言います)に円筒加工面に倣っての回転運動(スティックの回転周速度;\( V_{ p } \) = 数m/minから数十m/min)を与えると同時に、往復摺動運動(速度;\( u = ( 1/3 \sim 1/2 ) V_{ p } \))を連動させて、加工面を平滑に仕上げます。これらの複合運動により、砥石面の切刃である砥粒には2方向から切削抵抗が作用するので、砥粒切刃の自生作用が促進されて加工能率を上げることができます。
往復摺動運動の工程(stroke)は、図2.10.8.5 に示すようにオーバトラベル(over travel)を与える必要があります。オーバトラベルの量\( a \)は、工作物加工面の真直度に大きく影響します。
通常、オーバトラベルの量\( a \)は、
\( a = ( 1/4 \sim 1/3 ) l \)
\( l \leq 1/2 L, a \leq ( 1/8 \sim 1/6 ) L \)
とします。
ここで、
\( l \):砥石長さ
\( L \):工作物長さ
ブラインド穴を加工する場合、穴底でオーバトラベルは取ることができないので、砥石が穴底に到達したときに往復運動のみ一時停止するか、ホーニング圧力を適切に調整する必要があります。

図2.10.8.5 砥石のオーバトラベル 新編機械製作 下巻
ホーニングヘッドの例を図2.10.8.6 に示します。

図2.10.8.6 ホーニングヘッドの例 新編機械製作 下巻
4. ホーニング仕上げ作業条件
ホーニング特性を支配する主要なホーニング条件として、ホーニング圧力とクロスハッチ交差角\( 2 \theta \) \( ( \tan \theta = u/V_{ p } \) )とが挙げられます(図2.10.8.7)。

図2.10.8.7 ホーニング運動とクロスハッチテクスチャ 機械工学便覧 6th β03-06章
ホーニング圧力の目安は、\( 50 \sim 300 N/cm^2 ( 5 \sim 30×10^5 Pa ) \)、傾斜角の目安は\( 20 \sim 80^{ \circ } \) です。
ホーニング圧力と交差角を大きく選択するほど加工能率は上がりますが、仕上げ面の面粗度は粗くなります(粗仕上げ:\( \theta = 40 \sim 60^{ \circ } \))。従って、仕上げ工程に近づくほど、ホーニング圧力と交差角は小さくします(精密仕上げ:\( \theta = 20 \sim 40^{ \circ } \))。
以下、個々の要素についてもう少し詳しく見ていきましょう。
(1)砥石
通常の研削砥石と比較して、非常に大きな接触面をもって工作物に接触しているため、切刃の自生作用が大きいことが要求されます。また、目詰まり防止の観点から50%前後の比較的大きな気孔率の砥石が採用されます。
砥粒の種類は、従来からGC(カーボランダム系)またはWA(アランダム系)が用いられてきましたが、近年はSD(ダイヤモンド)やCBN(立方晶窒化ホウ素)の様な超砥粒も、用いられるようになっています。
粒度は、荒仕上用がF120~F180、中仕上用がF320~F400、精密仕上用はF600が用いられます。
結合度は、L~N のものが多く用いられます。
(2)ホーニング速度
ホーニング速度は、高速になり過ぎると、結合度の高い砥石を用いたときと同じような結果が表れて、加工能率が低下して、発熱量が増加し、切り屑の除去が悪くなります。
図2.10.8.8 に、ホーニング速度と切削量、砥石損耗量関係を示します。回転方向の速度と軸方向の速度の割合によって、加工筋目の交差角が変化します。この交差角の値も加工能率に大きく影響を与えます。図2.10.8.9 に、交差角と切削量、砥石損耗量との関係を示します。

図2.10.8.8 ホーニング速度の影響 新編機械製作 下巻

図2.10.8.9 交差角の影響 新編機械製作 下巻
(3)ホーニング圧力
ホーニング圧力は、工作物材料の硬さ及びじん性、使用砥石の結合度、仕上げ程度などの条件により、適切に選定されます。
ホーニング圧力を増加させると、加工能率は良くなりますが、\( 100 N/cm^2 \)以上になると、仕上げ量の増加割合は減少し、砥石の損耗量が増加する傾向にあります。従ってあまり高圧にすることは好ましくありません。加工能率の増加を狙い、荒仕上では\( 100 N/cm^2 \)以上の高圧で、仕上げ加工は\( 40 \sim 60 N/cm^2 \)のホーニング圧力で行うことが多いです(図2.10.8.10)。
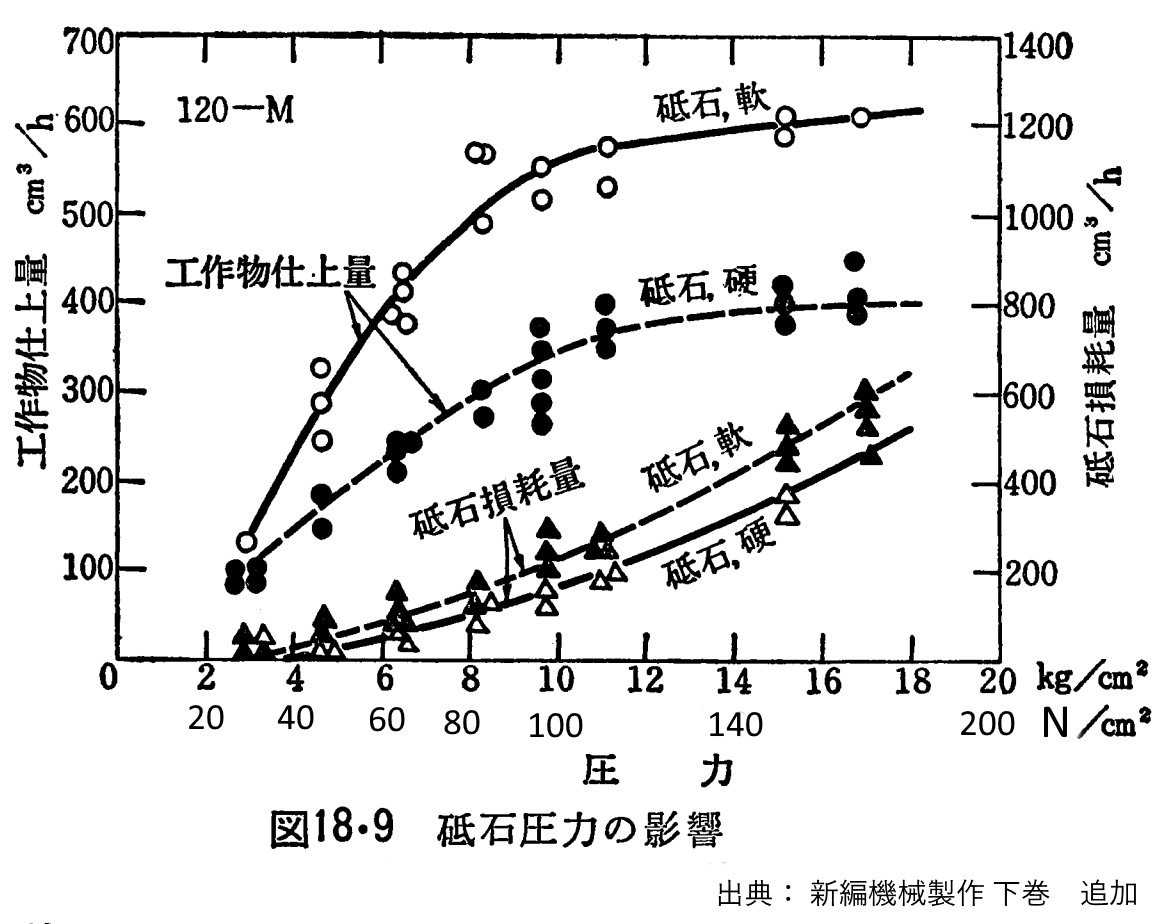
図2.10.8.10 ホーニング圧力の影響 新編機械製作 下巻
(4)ホーニング仕上用工作液
ホーニング仕上用工作液は、砥粒の切刃が鋭く工作物に作用して仕上程度を悪くするのを防止するのと、切り屑を速やかに除去して砥石の目詰まりを防止し、研削熱を除去する役割があります。
工作液の性状としては、粘度の影響が一番大きいです。高粘度では砥石の切れ味が悪くなり加工能率は低下しますが仕上げ面は滑らかになります。低粘度では逆になります。この相反する傾向を適性の調整して、工作液を選定します。ケロシンや鉱油を基油として、硫化油や動物性油、添加剤が加えられたものを使用します。
工作液の循環系にはフィルタが重要です。
5. ホーニング仕上の精度
ホーニング仕上により得られる面は、寸法的に精度が高く、平滑であると同時に、方向性も無い残留加工ひずみが少ないといった特徴があります。仕上表面の面粗さは、通常でRa0.1~0.4の範囲が得られます。
ホーニングの仕上代は、通常 0.025~0.5mm の範囲ですが、前加工工程を省略するほうが経済的と判断される場合、2mm 以上の仕上代を取る場合もあります。
ホーニング仕上が適用される材質としては、鋳鉄や各種鋼材、軽合金などほとんどの金属材料に加え、ガラスや陶器、プラスチックスなどの非金属材料にも適用されます。
6. ホーニング仕上の適用例
ホーニング仕上加工が適用される対象としては、シリンダですが近年は、ギアノイズを低減させるために歯車の最終仕上げに用いる例が増えてきています。
(1)シリンダ
シリンダは、主としてエンジンや油圧機器などで、ピストンと対になって摺動するものが対象になります。これはホーニング仕上により生成されるクロスハッチテクスチャが、ピストンとシリンダとが摺動する際に潤滑油を保持することで摩擦の発生を抑制できるためです(図2.10.8.11)。

図2.10.8.11 エンジンのシリンダ/ピストン摺動部 Hurley Engines & Garden Machinery様HP(https://www.hurleyengines.co.uk/Cylinder-Boring-Honing)
(2)歯車
自動車関係のトランスミッションに適用される歯車は騒音や振動を極力抑える必要があります。ホーニング仕上加工では、歯車に噛み合い一定の軸交差角を持たせた砥石を用いて加工目を制御します、これにより、歯車の噛み合う際に発生するノイズを低減します(図2.10.8.12)。さらに砥石と歯車の回転とを同期させて研磨することにより、歯車のピッチを砥石のピッチに矯正することにより、累積ピッチ誤差を低減できるようになります。

図2.10.8.12 ホーニング仕上によるすべり方向の制御 参考;清和鉄工(株)様PAT
まとめ
・ホーニング仕上げとは、複数個の角形棒状のホーニング砥石(stick)を、設定された圧力で加工面に押し付けて、回転運動と軸方向の往復運動とを連動させて、前処理された円筒内面、或いは円筒外面、平面などを、効率良く仕上げる、固定砥粒による仕上げ研磨法です。
・ホーニングの作業条件は、砥石、ホーニング速度、ホーニング圧力、及び工作液の組合せで適正な条件を求めます。
・ホーニング仕上により得られる面は、寸法的に精度が高く、平滑であると同時に、方向性も無い残留加工ひずみが少ないといった特徴があります。
・ホーニング仕上の適用例は、エンジンボアや油空圧委シリンダの精密仕上や、歯車のノイズ低減対策に用いられます。


この会社、あっているかな。と思ったら、
転職で、サイトに掲載されていない【非公開求人】を活用する方法とは? ![]()
![]()
参考文献
新編機械製作 下巻 養賢堂
機械工学便覧 第6版 β03-06章 日本機械学会
引用図表
図2.10.8.1 立形単軸ホーニング盤 新編機械製作 下巻
図2.10.8.2 立形多軸ホーニング盤 新編機械製作 下巻
図2.10.8.3 横形単軸ホーニング盤 新編機械製作 下巻
図2.10.8.4 立形単軸ホーニング盤の構成例 機械工学便覧 第6版β03-06章 (一社)日本機械学会
図2.10.8.5 砥石のオーバトラベル 新編機械製作 下巻
図2.10.8.6 ホーニングヘッドの例 新編機械製作 下巻
図2.10.8.7 ホーニング運動とクロスハッチテクスチャ 機械工学便覧 6th β03-06章
図2.10.8.8 ホーニング速度の影響 新編機械製作 下巻
図2.10.8.9 交差角の影響 新編機械製作 下巻
図2.10.8.10 ホーニング圧力の影響 新編機械製作 下巻
図2.10.8.11 エンジンのシリンダ/ピストン摺動部 Hurley Engines & Garden Machinery様HP(https://www.hurleyengines.co.uk/Cylinder-Boring-Honing)
図2.10.8.12 ホーニング仕上によるすべり方向の制御 参考;清和鉄工(株)様PAT
ORG:2021/10/29