2.22 工具鋼
Contents
2.22 工具鋼(tool steel)
スポンサーリンク
アフィリエイト広告を利用しています。
ドリルなどの刃具ややすりなどの工具に用いられる鋼を工具鋼といいます。JIS規格では工具鋼として、炭素工具鋼(JIS G4401)、合金工具鋼(JIS G4404)、高速度工具鋼(JIS G4403)の3種類、およびISO仕様の工具鋼(JIS G7701;ISO 4957)が決められています。本コンテンツでは従来から決められている炭素工具鋼および、合金工具鋼、高速度工具鋼を中心に記述します(図2.22.1)。

図2.22.1 主な工具鋼の種類
1.炭素工具鋼 (JIS G4401:炭素工具鋼鋼材)
工具鋼の中でも、もっともよく使用されている鋼材です。不純物が少なく、炭素量は0.6~1.5%の範囲です。特別に合金元素は添加されていません。じん性を重視する場合は炭素量の少ない鋼種が、耐摩耗性を重視する場合は炭素量の多い方が有利です。
焼入れ・焼き戻しにより硬さを得ます。硬さのほか耐摩耗性にも優れています。SK材は合金元素が含まれていないため高温になると硬さが低下します。そのため、切削用のバイトよりも熱発生の少ないヤスリやカミソリ、ドリル、ゲージ、刻印、たがね、丸のこなどの材料としてよく使われます。
現在JIS規格では11種類の鋼種が規定されています(表2.22.2)。
SK材の規定は、炭素量が0.6%を超えるものとして規定されています。JISでは機械構造用炭素鋼と炭素工具鋼との区別を0.6%としています。実際、炭素量が0.6%を超えると硬さはほとんど変わりません。変化するのは耐摩耗性や耐衝撃性です。また、焼入れ性を改善するために0.30%程度のCrを添加したものが用いられる場合が多いです。

表2.22.2 炭素合金鋼
2.合金工具鋼 (JIS G4404:合金工具鋼鋼材)
合金工具鋼は、SK材と比較して、焼入れ性を向上させ、焼割れやひずみの発生を防止するために、SK 材にW(タングステン)、Cr(クロム)、Mo(モリブデン)、V(バナジウム)などを添加して、耐摩耗性、耐衝撃性、変形抵抗性、耐熱性などを付与したものです。用途として、切削工具用鋼、耐衝撃工具用鋼、冷間金型用鋼、熱間金型用鋼の4種類、鋼種としては32種類が規定されています。
2.1 切削用工具鋼(8種類;SKS)
焼入れ硬さが大きい鋼材で、主として切削工具に使用されます。
切削用工具鋼に分類される鋼種は、成分としてC;0.75~1.50%、Cr;0.20~1.00%、W;0.50~4.00%、V;0.10~0.30%添加されています。800~880℃の過熱後、水または油焼入れをし、さらに200℃以下で焼き戻し(SKS5、SKS51は除く)して使用します。
表2.22.3 に化学成分や主な用途を示します。

表2.22.3 合金工具鋼:切削用工具用鋼
2.2 耐衝撃工具用鋼(4種類;SKS)
たがねやポンチのような耐衝撃用工具に使用される鋼種はSKS4やSKS41ですが、これらの用途には多少耐摩耗性を犠牲にしても粘り強さ(じん性)が大きいことが要求されます。硬さとじん性とは相反する関係ですので、炭素量は工具鋼としては低くて、C;0.35~0.55%程度で、これにCr;0.50~1.50%、W;0.50~3.50%添加しています。ときには表面を浸炭焼入れして使うこともあります。この鋼種はほかの工具鋼種がHRC61以上あるのに対して、HRC53~55程度の硬さです。
また、同じ分類に属する鋼種で、冷間据込み用の型に用いるヘッディングダイスに用いるものは粘り強さと同時に耐摩耗性を必要とするので高い硬さが要求されます。この用途の鋼種であるSKS43,SKS44は比較的高炭素で、CrとWを外して、代わりにVを添加しています。
Vのカーバイドは非常に硬いですが、鋼の結晶粒を微細化する作用があり、焼入れ性はかえって悪くなります。そのため、水焼入れしても表面だけにしか焼きが入らず、深部は軟らかいままになります。その結果、表面には大きな圧縮残留応力が発生することにより焼割れが防止されます。また、結晶粒が微細になるためじん性が大きくなり、表面の耐摩耗性と同時に全体の耐衝撃性を高めています。
表2.22.4 に化学成分や主な用途を示します。

表2.22.4 合金工具鋼:耐衝撃工具用鋼
2.3 冷間金型用鋼(10種類;SKS,SKD)
鋼は一般に水焼入れをすると変形します。そのためゲージやダイスなどを製作する場合、なるべく油焼入れが可能な焼入れ性の良い鋼が要求されます。このため焼入れ性を良くするためにMnやCrを添加した鋼種が油焼入れ工具鋼として広く使用されているSKS3、SKS31です。
これらの鋼種の焼入れ前後の長さの変化は、同じC%の炭素工具鋼SK材が0.35%なのに対して0.15%程度で済みます。また、添加されているCrやWによるカーバイドのため耐摩耗性も良好です。Mnもカーバイドを生成しますがあまり硬くありません。
SKS93 、SKS94、SKS95はそれぞれ炭素工具鋼のSK3、SK4、SK5をベースに、Mnの比率を高めて、Crを添加して焼入れ性を改善して、油焼入れで十分焼きが入るようにした鋼種です。同じ理由でSiの上限が0.50%と高めになっています。
同じ分類に含まれる鋼種としてダイス鋼として使用されるのがSKD1やSKD11、SKD12、SKD2です。
SKD1は高C-高Cr鋼です。いわば13Crステンレス鋼に炭素を2%添加したもので防錆性はほかの鋼種と比較して優れます。
冷間ダイス鋼の代表的な鋼種のSKD1,SKD11は常温での耐摩耗性が特に大きいので、ダイスや抜型、ねじ転造ローラによく用いられます。しかし欠点として、機械加工性が悪い、焼入れ温度が1000℃前後と高いことがあげられます。ただし、焼入れ後の膨張はSKS3よりもさらに小さく0.1%くらいなのでゲージ類の製作に適しています。
SKD11に添加されているMoは焼入れ性とじん性の向上のため、Vは耐摩耗性向上にため添加されています。SKD11は空気焼入れを行います。
SKD12は5%Cr鋼です。炭素量もやや少なくすることにより、じん性を高めています。油焼入れ鋼(SKS3、SKS31、SKS93、SKS94、SKS95)と高C-高Cr鋼との中間的な存在の空気焼入れ鋼です。
SKD2はWを添加して耐摩耗性を高めています。しかし、熱間加工、切削加工とも困難です。
表2.22.5 に化学成分や主な用途を示します。

表2.22.5 合金工具鋼:冷間金型用鋼
2.4 熱間金型用鋼(10種類;SKD,SKT)
熱間シャー・プレードや、熱間押出し工具、鍛造用工具、ダイカスト用ダイスなどの高温で使用する工具類に用いられる熱間金型用は冷間金型用とは異なり、加熱時/冷却時のヒートショックに強い鋼材です。これは炭素量を低くする必要があります。C%が多いと加熱/冷却(膨張/収縮)の繰り返しで、金型表面にひび割れを生じます。これを熱亀裂(ヒートチェック;heat check)といいます。
熱間金型用鋼は、SKD系の熱間ダイス鋼と、SKT系の鍛造用型鋼とがあります。
SKD系熱間ダイス鋼は、熱間強さを重視して二次硬化性が大きくなるように、Cr、W、Mo、Vを添加しています。SKD4、SKD5については、Wを5.00~10.00%を含んでいるため、600~650℃までほとんど硬さが低下しません。しかし、じん性が低く急激な温度変化で割れを発生する危険性があります。
SKD6、SKD61 については、Wの代わりにMoが添加されており、熱間強さはやや劣りますが、じん性が大きく熱伝導率が良いので熱衝撃に対して安定です。そのため、これらの鋼種が熱間ダイス鋼のうちでは最も広く使用されています。用途として、Zn、Mg、Al合金用ダイカスト型、熱間押出型、Cu合金用押出マンドレル、プレス鍛造型などです。熱間強さはSKD6 → SKD61 → SKD62 の順に強くなります。
熱間ダイス鋼は焼入れ性が良いので、焼きなまし状態で型彫りした後、空気焼入れで使用できます。そのため焼入れひずみが少なく、大型のダイカスト型の製作にも問題ありません。
SKT系鍛造用型鋼は、熱間強さよりも焼入れ性とじん性とを重視しています。そのため、炭素量は熱間ダイス鋼よりやや高く設定され、型の大きさにより適当な焼入れ性を持たせることができるように、Mn、Ni、Cr、Mo、Vを鋼種によって添加量を変えています。
それぞれの添加元素の性質ですが、
・Moは、耐熱性を高めるとともに、焼き戻しぜい性を防止します。
・Vは、結晶粒を微細化し、高温でのじん性を高めて耐摩耗性を改善します。
・Niは、じん性を改善します。
引張強さ、伸び、絞り、耐衝撃性、耐摩耗性が最も優れているのは、Ni-Cr-Mo鋼のSKT6,4,3 です。その次に良好なのはCr-Mo鋼のSKT5で、Cr-Mn鋼のSKT2が最低になります。
表2.22.6 に化学成分や主な用途を示します。

表2.22.6 合金工具鋼:熱間金型用鋼
スポンサーリンク
3.高速度工具鋼 (JIS G4403:高速度工具鋼鋼材;SKH)
旋盤加工で切削すると刃先が赤熱するくらいの切削熱が発生します。発生温度はおおよそ600℃くらいです。このような高温下での特性を高めるために、Cr(クロム)や、W(タングステン)、Mo(モリブデン)、V(バナジウム)などの金属成分を多量に添加した鋼材です。別名ハイス鋼と呼ばれます。ハイス鋼はハイスピードカッティングツール(high Speed Cutting Tool)からとられたものです。
高速度工具鋼には、タングステン系(タングステンハイス)とモリブデン系(モリブデンハイス)の2種類があります。JIS規格では、15種類規定があります。表2.22.7 に化学成分や主な用途を示します。

表2.22.7 高速度工具鋼
3.1 タングステン系高速度工具鋼
最初に発明されたものは、タングステン系です。高速度工具鋼の元祖は、1861年に英国のマシェットが発明したC;1.5~2.0%は入った、高C-Mn-W鋼です。これが切削工具の主流として使われていたのですが、1900年パリ博覧会でアメリカのテーラ氏とホワイト氏が、C;1%の高C-W-Cr鋼を溶融開始温度直下の高温度(1300℃程度)で焼入れして焼き戻すことにより、高い高温硬さを得ることに成功した高速度工具鋼を展示して以降、この鋼種が主流になりました。
その後、改良が加えられて、SKH2~5に代表されるW;18%、Cr;4%、V;1%の組成の 18-4-1形が世界的に標準成分とされてきました。高速度工具鋼は鋼塊(インゴット)の状態では粒界にM6C炭化物(FeとMo、Cとを含む金属間化合物)が共晶組織として現れます。鍛造後もこの共晶組織が残ると刃先が著しくもろくなります。そのため鍛造を十分行い(鍛造比9以上)、共晶組織を完全に破壊して、炭化物を微細かつ均一に分布させることで熱処理後の工具寿命が著しく伸びます。
18-4-1形高速度鋼の熱処理は、1250~1300℃の油焼入れ後、550~580℃での焼き戻しを繰り返し行います。これによりマルテンサイト地に硬い炭化物を析出させることにより二次硬化現象を起こさせて高い焼き戻し硬さを得ています(図2.22.8)。

図2.22.8 高速度鋼の焼き戻し曲線
焼き戻しを繰り返し行うのは、1回の焼き戻しでは完全なマルテンサイトにならないためです。高速度鋼の焼入れ後は、残留オーステナイトが30%と普通の鋼が15%程度であることと比較すると多くなります。これは各種元素が多く含まれているためです。これを焼き戻しするとマルテンサイト化することにより膨張します。このマルテンサイト化は焼き戻しを3回行うとほぼ完了します(図2.22.9)。
これは、残留オーステナイトから炭化物を析出させてマルテンサイト化するためには温度を上げるのが有効だからです。ただこれより温度を上げてしまうと、析出した炭化物が分散した状態から凝集してしまい、硬さが低下してしまいます。

図2.22.9 高速度鋼の焼き戻し回数による長さの変化
3.2 モリブデン系高速度工具鋼
モリブデン系高速度工具鋼は、第二次世界大戦により、最大資源国の中国からの入手が困難になったアメリカが、自国で多く産出するモリブデンを用い、タングステンの添加量を減らしたモリブデン系高速度工具鋼を実用化しました。戦後アメリカがモリブデン系に切換えが起こり、日本の他世界も追随するようになりました。
モリブデン系は加熱すると表面のモリブデンが酸化モリブデンになり表面から抜けてしまいます。そのためソルトバスもしくは雰囲気調整炉で真空もしくは浸炭性ガス雰囲気で熱処理する必要があります。一方、焼入れ温度は1200~1250℃でタングステン系と比較してやや低くて熱処理がしやすい利点があります。また、タングステン系と比較して粘り強さが大きく耐衝撃性が大きいです。
したがって、バイトはほとんどタングステン系が用いられる一方、ドリルはすべてモリブデン系が用いられます。
3.3 コバルト含有の影響
さらに、高級な高速度鋼には、コバルト(Co)が4.50~17.00%添加されています。コバルトはCoは炭化物中に固溶しません。そのため焼なまし状態ではフェライト基地中に固溶して直接炭化物には影響しません。しかしCo が基地に固溶すると溶融開始温度が高くなるので焼入温度を高くすることができます(焼入れ温度;1300~1350℃)。同時に M6C炭化物のオーステナイト中への固溶度を増加させますので、これらの作用により、Moの多いM6C炭化物を多量にオーステナイト中に固溶させることができます。しかも CoはCやW、Crなどの元素の拡散移動を抑制するので、図2.22.8に示すように熱処理後の焼もどし硬さを高くし,焼もどしによる軟化を遅らせることができます。そのためスーパーハイスと呼ばれます。
3.4 溶解ハイスと粉末ハイス
1970年代に粉末ハイスが登場しました。日本でも1980年以降各製鋼メーカから販売され適用範囲が急速に広がっています。JIS規格ではSKH40(粉末冶金工程モリブデン系高速度工具材)があります。
ハイスは製造方法により溶解ハイスと粉末ハイスとがあります。
溶解ハイスは、原料を電気炉等で溶解して、鋳造および、鍛造、圧延の各工程により素材を製作して、機械加工により切削工具にします。一方粉末フライスは、溶解した原料を窒素ガス雰囲気中で噴霧(アトマイズ法)して球状化するなどして、微粉を作ります。得られた微粉素材を金型に充填して、熱間静圧プレスによりHIP処理を行って素材を製作します。その後、圧延、機械加工して切削工具を製作します(図2.22.10)。

図2.22.10 溶解ハイス、粉末ハイスの製造工程
高速度工具鋼の溶解ハイスと粉末ハイスとの組織を比較すると(図2.22.11)、結晶粒が小さく含まれる炭化物も微細であること、金属組織が均一なので、溶解ハイスと比較してじん性が改善されます。そのため刃先を鋭利にすることができます。また、合金元素を多く添加することができるため、JIS規格に規定する以外で耐衝撃性や耐摩耗性が大きな切削工具が製作されています。欠点としては、製造コストが高いことがあげられます。

図2.22.11 溶解ハイスと粉末ハイスとの組織の比較
[参考]工具鋼に存在する炭化物の種類と硬さ
工具鋼に添加されている合金元素のうち、Crや、W、Mo、V はCと結合して硬質の炭化物を形成し、耐摩耗性を向上させています。また、一部の工具鋼に添加されているNiやCoは基地に固溶して、Niはじん性を、Coは高温硬さを高めます。
工具鋼中に存在する主な炭化物を、表2.22.12に示します。これらの炭化物の種類は炭素含有量および、合金元素の種類、合金元素の量により決まります。例えば、有名なのはM3Cで、M3C中のMはFeが主体(セメンタイト)ですが、M23C6やM7C3が生成されるためにはCrが、M6Cの生成にはFeの他にWまたはMo、MCの生成にはVが存在する必要があります。
特に、M6Cのように炭素以外に2種類の合金元素が存在することが必要な炭化物を、複炭化物といいます。
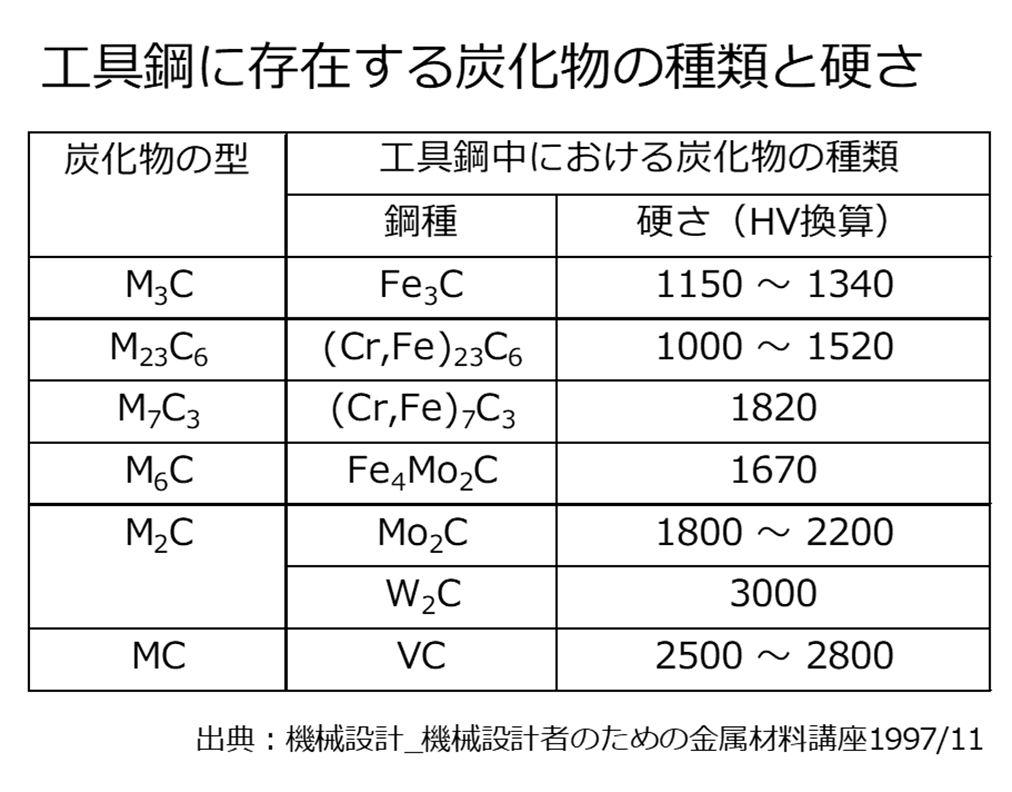
表2.22.12 工具鋼に存在する炭化物の種類と硬さ
スポンサーリンク
参考文献
JIS鉄鋼材料入門 大和久重雄 大河出版
機械設計 機械設計者のための金属材料講座 工具用鋼 機械設計 Vol41No15 1997年1月
トコトンやさしい切削加工の本 海野邦昭 日刊工業新聞社
若い技術者のための機械_金属材料 矢島悦次郎 他 丸善
三菱マテリアル株式会社殿HP
日立金属工具株式会社殿HP
JIS G4401:炭素工具鋼鋼材
JIS G4403:高速度工具鋼鋼材
JIS G4404:合金工具鋼鋼材
引用図表
図2.22.1 主な工具鋼の種類 参考:トコトンやさしい切削加工の本
表2.22.2 炭素合金鋼 JIS G4401
表2.22.3 合金工具鋼:切削用工具用鋼 JIS G4404
表2.22.4 合金工具鋼:耐衝撃工具用鋼 JIS G4404
表2.22.5 合金工具鋼:冷間金型用鋼 JIS G4404
表2.22.6 合金工具鋼:熱間金型用鋼 JIS G4404
表2.22.7 高速度工具鋼 JIS G4403
図2.22.8 高速度鋼の焼き戻し曲線 若い技術者のための機械_金属材料
図2.22.9 高速度鋼の焼き戻し回数による長さの変化 若い技術者のための機械_金属材料
図2.22.10 溶解ハイス、粉末ハイスの製造工程 日立金属工具株式会社殿HP
図2.22.11 溶解ハイスと粉末ハイスとの組織の比較 三菱マテリアル株式会社殿HP
表2.22.12 工具鋼に存在する炭化物の種類と硬さ 機械設計 機械設計者のための金属材料講座
ORG:2020/02/15