非破壊検査

Contents
非破壊検査(Nondestructive Testing)
スポンサーリンク
アフィリエイト広告を利用しています。
1.非破壊検査とは
非破壊検査は、製造物を破壊せずに、その製造物が持つ有害な欠陥を検出する技術です。
有害な欠陥が存在する状態では、品質が低下したり、欠陥の進展により破壊事故を引き起こしたりします。これらの欠陥の検出を目的とする非破壊検査が社会生活を守るうえで、非常に重要な役割を果たしています。
化学プラントや発電所、構造物をはじめ、飛行機、船舶、電車等、全ての工業製品で、製造時から供用期間、廃棄に至るライフサイクルの全てのステージで、非破壊検査は実施されています。ライフサイクルの全てのステージで発生し得る損傷モード(疲労、腐食など)と検出すべき欠陥の大きさを設計段階で検討して、各ステージで行う非破壊検査で確実に検出できることが要求されています。
ただ、現状の非破壊検査技術では検出に限界があるため、設計時に想定した許容欠陥寸法が小さすぎたり、部材の形状が複雑であったりすると、欠陥の検出ができません。また、疲労き裂のように時間とともに成長する時間依存型の破壊モードに対しては、適切な頻度で非破壊検査を行う必要があります。
ところで、非破壊検査は多くの物理現象を利用しています。その物理現象はほとんどが19~20世紀に発見されました。しかし、書籍に示されている非破壊検査の内容は、常にアップデートされており、普遍の原理ではありません。技術的な知識、基準、法規など、何れも日々変化し得るものであることに留意して、常に自分の知識を最新のものになるように十分心がける必要があります
2.工業分野で主に適用されている非破壊検査
非破壊検査に求められるニーズは、対象となる機器や構造物の種別や、また検出すべき欠陥の種類や大きさなどによって多種多様です。従ってそれぞれのニーズに合った様々な非破壊検査法が考案され、実用化されていますが、特に一般工業分野で使われている非破壊検査を下記に示します。
・目視試験: VT(Visual Testing)
・浸透探傷試験: PT(Penetrant Testing)
・磁粉探傷試験: MT(Magnetic Particle Testing)
・渦電流探傷試験: ET(Eddy Current Testing)
・放射線透過試験: RT(Radiographic Testing)
・超音波探傷試験: UT(Ultrasonic Testing)
・アコースティック・エミッション試験: AT(Acoustic Emission Testing)
・赤外線サーモグラフィ試験: TT(Infrated Thermographic Testing)
これらの検査は、通常英語の頭文字2つをとって、例えばPT,MT,RTなどと呼ばれることが多いです。
これら8種類の非破壊検査法について、適用時期、検出可能な欠陥の場所、形状、適用可能な材料を以下に示します。

表1 各種非破壊検査法で検出可能な欠陥の特徴と適用可能な材質
これらの内、比較的古くから利用されている非破壊検査法である、浸透探傷試験(PT)、磁粉探傷試験(MT)、渦電流探傷試験(ET)、放射線透過試験(RT)、及び超音波探傷試験(UT)について、もう少し詳細にその特徴を見ていきます。

表2 表層部欠陥検出試験法の比較

表3 内部欠陥検出試験法の比較
3.各種非破壊検査法の例
この表の大元は、USAのマクドネル・ダグラス社から発行されている”Metal Progress Handbook” に記載されている表で、主として航空機やロケットに適用される非破壊検査法を示しているように思います。
筆者は、化学プラント系の設計者の出身なので、あまり見聞きしたことのない検査法もあり、自分の翻訳が正しいか少しクエスチョンなところもあります。追々修正していこうと思います。
原本は、グーグルブックスにあります。おかしいなと思ったら、原本を確認してください。

表4 非破壊検査方法
4. 代表的な非破壊検査の原理
2項で既述した非破壊検査の原理を示します。管理人は、一番最初の会社で、石油会社や化学工業向けのターボポンプ(プロセスポンプ)の設計をしていました。特に溶接構造の外殻で構成されるポンプの担当が多く、担当する製品の溶接の健全性が必須だったため、非破壊検査についての知識を得ました。従って、記述が溶接寄りになるかもしれません。悪しからず。
4.1 目視試験(VT:Visual Testing)
目視試験は、人間の眼をセンサとして利用します。試験対象品の表面性状(形状、色、粗さ、欠陥の有無など)を、直接あるいは補助機器(ファイバースコープ、内視鏡など)を用いて間接的に観察して、欠陥を検出します。
肉眼で直接観察する場合を直接目視、補助機器を用いて間接的に観察する場合を間接目視といいます。
目視試験は、どのような対象品でも広く対応が可能であり、利用も容易で、経済的にも安価です。直接目視試験の場合は、低倍率の拡大鏡以外、特別な道具を必要としない、結果がその場で得られるなどの長所があります。
一方、観察者の眼の状態や、経験に大きく依存します。そのため、観察者により得られる結果にばらつきを生じる可能性があります。
図5は、ASME Section V, Article 9に示される、直視目視試験の要求事項を示します。日本の規格で相当する規格があるかは調査できていないですが、実際に管理人が観察する際もこれくらいのディメンジョンで観察しています。
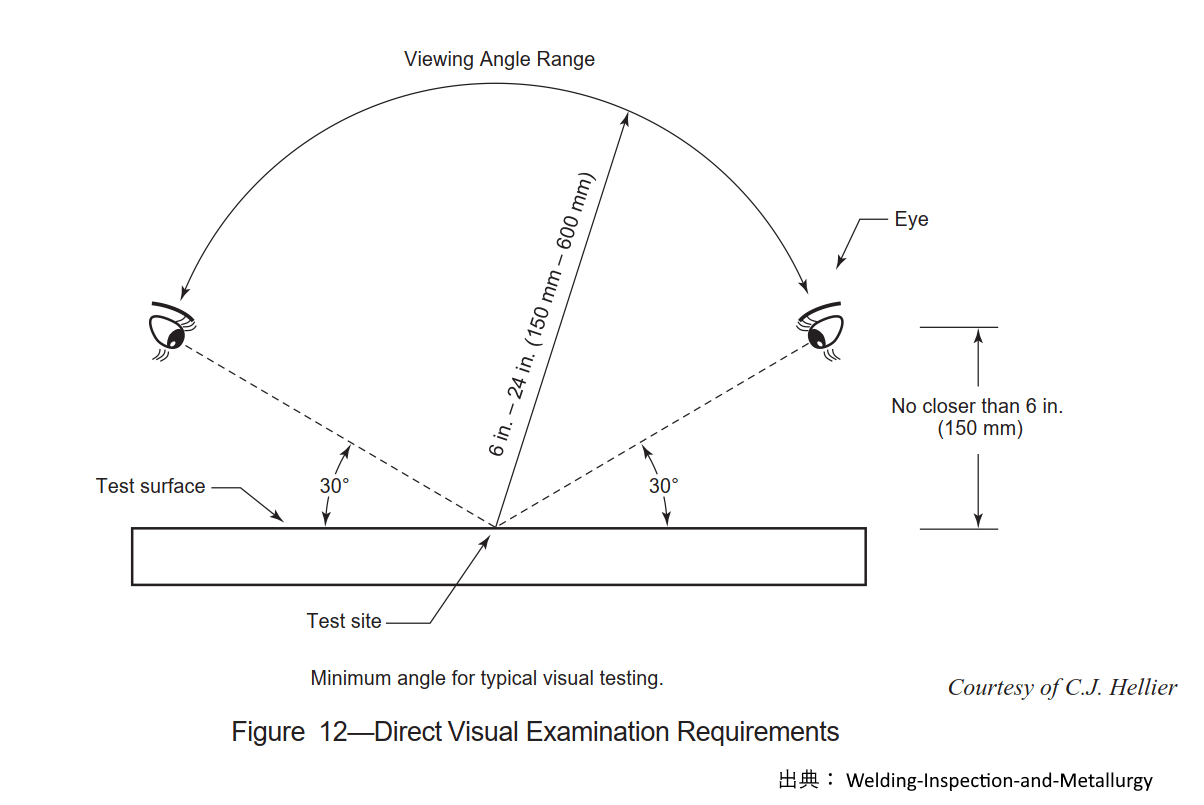
図5 直接目視試験の要求事項
4.2 浸透探傷試験(PT:Penetrant Testing)
4.2.1 浸透探傷試験の原理
浸透探傷試験は、表面にある欠陥に浸透液を染み込ませた後、対象品表面に残っている浸透液を除去して、現像液により浸透液を吸い上げて欠陥を顕在化させる方法です。
浸透探傷試験の手順を図6に示します。
(1)対象品表面に開口している欠陥に浸透液を浸入させる。
(2)欠陥部以外の表面に付着した余分な浸透液を洗浄する。
(3)現像液を吹付け塗布して欠陥内の浸透液を現像粉中ににじみ出させる、現像処理を行う。
(4)欠陥からにじみ出た浸透液を観察する。

図6 浸透探傷試験の原理
4.2.2 浸透探傷試験の対象
浸透探傷試験は、対象品の表面に開口している欠陥の検出に用いられます。対象品は、鉄鋼品、非鉄金属品に限らず、セラミックスやプラスチックなどの非金属品にも適用できます。ただし、対象品は多孔質でないことが必須条件です。
表面欠陥には、鍛造割れや、鋳造による冷間割れ・収縮割れ、溶接によるビード割れやクレータ割れ、研削割れ、疲労による割れなど、材料に種類・発生原因により多種多様です。
4.3 磁粉探傷試験(MT:Magnetic Particle Testing)
4.3.1 磁分探傷試験の原理
磁分探傷試験は、鉄鋼のような強磁性体で製作された品物の表面もしくは表面近傍にある欠陥の検出方法として、有力な非破壊検査方法です。
検査場所を、磁気飽和近くまで磁化すると、材料中を流れる磁力線は、き裂のような欠陥が存在すると乱されます。もし欠陥が対象品の表面あるいは表面近傍にあるとき、乱された磁力線の一部が空中に漏洩します。この状態で対象品の表面に鉄粉を散布すると、漏洩した磁力線により鉄粉が磁化されて欠陥部に吸着されます。得られた磁粉模様により、欠陥の存在や形状を測定します。
測定には、磁化方法や、鉄粉の性質、余剰鉄粉の除去、検査終了後の対象品の脱磁などが重要な役割をします。
磁分探傷により磁粉が欠陥部位に吸着される様子の模式図を図7に示します。

図7 磁分探傷試験により欠陥部に磁粉が吸着される様子の模式図
4.3.2 磁化方法の種類
表8に、磁粉探傷試験で用いられる磁化方法を示します。これらの磁化方法を使用する場合、磁場方向が欠陥に対して直交するときに常に最大感度を示すので、対象品中の欠陥方向が予期される場合は、これに直交するように磁場方向を流します。
欠陥方向が不明な場合、少なくとも1つの検査場所に2回以上の検査を行い、1回目の磁場方向に対して2回目は磁場方向が直交するようにします。
電流は、交流、直流、整流のいずれを使用しても良いですが、交流の場合は表皮効果があるため、対象品の表面欠陥に限定されます。従って、特に規定されない場合は、直流が用いられます。
また、磁粉探傷では対象品を磁気飽和近くまで磁化することが非常に重要です。

表8 磁粉探傷試験の磁化方法
また、これらの磁化方法の試験品への磁場生成方法を図9に示します。





図9 各種磁化方法による磁場の生成
4.4 渦電流探傷試験(ET:Eddy Current Testing)
4.4.1 渦電流探傷試験の原理
渦電流探傷試験の原理を図10 に示します。導電性材料の表面近くに交流を流したコイルを近づけると、材料中に渦電流が発生します。一方で、この渦電流はコイルが誘導する交流磁束を打ち消すような磁束を発生させます。
試験品表面に欠陥があると、渦電流の流れが変わることにより、打ち消す方向の磁束が変化して、コイルのインピーダンスが変化します。このインピーダンスの変化を欠陥として検出します。非接触かつ高速で検出が可能です。
昔は、渦流探傷試験や電磁誘導試験などの名称でよばれていました。

図10 渦電流探傷試験の原理
4.4.2 渦電流探傷試験の適用例
原理的に、複雑な形状より、棒・管などの単純な形状の試験体の製造工程でのインライン検査や品質検査に多く用いられます。
また、試験体の材料は導電体で無いと適用できませんが、アルミニウム合金やオーステナイト系ステンレス鋼などの非磁性体材料に対しても適用可能です。
4.5 放射線透過試験( RT:Radiographic Testing)
4.5.1 放射線透過試験の原理
放射線透過試験の原理を図11に示します。
放射線試験で用いる放射線は、X線、ɤ線が用いられます。放射線は物質を透過する性質を持っています。対象品の内部に空洞などの欠陥があると、この衣部分を透過する放射線の強度は周辺の健全部より強くなります。この放射線の強度の変化をフィルムやイメージングプレートなどで画像化することにより欠陥を観察します。

図11 放射線透過試験の原理
4.5.2 放射線透過試験の適用
放射線透過試験は、工場で製造される製品の検査に広く用いられています。放射線の透過強度で欠陥の有無を判定するため、容積の無い欠陥の場合、試験品を透過する放射線の強度に差が表れにくく、検出が難しい場合があります。
以下は、管理人の個人的な経験です。管理人が溶接構造のポンプを設計していた時、胴体は大口径のため、板材を丸めてアーク溶接をしたものを使用していました。高圧ガス保安法等で、長手溶接部の健全性を担保するため、この検査結果の提出は必須でした。
滅多にお目にかかれませんでしたが、一度だけ、フィルム上に極めて小さな黒点が何個か、間は空いていましたが認められました。一応判定基準内とのことで合格、使用可となりましたが、「そうか、欠陥はこのように見えるのか」とあらためて感心した記憶があります。
4.6 超音波探傷試験(UT:Ultrasonic Testing)
4.6.1 超音波探傷試験の原理
超音波探傷試験の原理を図12に示します。
超音波は指向性が強くて、試験品に入射すると直進しますが、欠陥が存在すると反射したり回折したりしたりします。欠陥のところで発射して戻ってくる超音波を、欠陥エコーとしてとらえて試験体内部の欠陥を検出します。超音波探傷では、波長の半分より大きな内部欠陥があれば欠陥エコーとして検出できるといわれています。
従って、鋼材の探傷には周波数が1~6MHzの超音波が多用されます。ちなみに鋼材の中を伝播する超音波の波長は、1MHzでは5.9mm、5MHzでは1.2mmになります。

図12 超音波探傷試験の原理
4.6.2 超音波探傷試験の周波数選定
試験品の材質や厚さ、検出が必要な欠陥の大きさを考慮して試験周波数を選定する必要があります。一般的には表13のような周波数が選定されます。
一般に周波数が高いほど、小さな欠陥を検出が容易で、分解能も良く、欠陥の位置及び寸法も特定しやすくなります。
ただし、エレクトロスラグ溶接の溶着金属や鋳鋼は、結晶粒子が粗大になることが多いので、比較的低い2MHzまたは1MHzが採用されます、

表13 射角探傷の周波数
転職サイトに掲載されていない【非公開求人】の紹介を受ける方法は? ![]()
スポンサーリンク
参考文献
Marks’ Standard Handbook for Mechanical Engineers 10th ed McGROW-HILL
よくわかる最新非破壊検査の基本と仕組み 水谷義弘 秀和システム
データ活用ハンドブック機械編 技術評論社
引用図表
表1 各種非破壊検査法で検出可能な欠陥の特徴と適用可能な材質 よくわかる最新非破壊検査の基本と仕組み改
表2 表層部欠陥検出試験法の比較 データ活用ハンドブック機械編
表3 内部欠陥検出試験法の比較 データ活用ハンドブック機械編
表4 非破壊検査方法 Marks’ Standard Handbook for Mechanical Engineers 10th ed 翻訳
図5 直接目視試験の要求事項 Welding-Inspection-and-Metallurgy
図6 浸透探傷試験の原理 溶接検査マニュアル
図7 磁分探傷試験により欠陥部に磁粉が吸着される様子の模式図 溶接検査マニュアル
表8 磁粉探傷試験の磁化方法 溶接検査マニュアル
図9 各種磁化方法による磁場の生成 溶接検査マニュアル
図10 渦電流探傷試験の原理 図解入門よくわかる最新非破壊検査の基本と仕組み
図11 放射線透過試験の原理 溶接検査マニュアル
図12 超音波探傷試験の原理 図解入門よくわかる最新非破壊検査の基本と仕組み
表13 射角探傷の周波数 溶接検査マニュアル
Add: 2021/04/21
Add: 2019/5/5
ORG:2019/2/27