ショットピーニング(shot peening)
■ ショットピーニング(shot peening)
スポンサーリンク
アフィリエイト広告を利用しています。
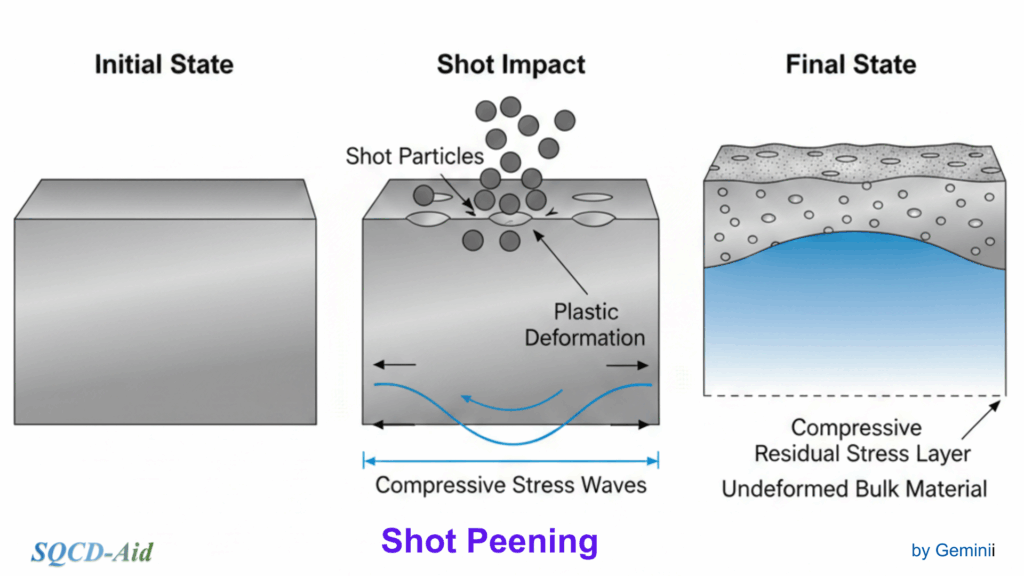
ショットピーニングは平均直径 1mm前後の鋼球を圧縮空気や遠心力によって高速度で部材の表面に打ちつけ、表層部に発生する圧縮残留応力と加工硬化によって部材の疲労強度を向上する表面加工処理方法です。
本処理は、ばね、浸炭部品、溶接止端部の疲労強度向上策として工業的に広く用いられています。
適用される材料は、鋼だけでなく、アルミニウム合金等の非鉄材料にも適用されます。
ショットピーニングにより得られる、硬化層(work hardend layer)及び圧縮残留応力層(residual stress layer)は、高々表面から 200~300 µm程度であり、浸炭や高周波処理などの表面硬化法と比較しても、影響層を含めて考えるとかなり浅いため、処理材の引張強さにはほとんど影響を及ぼしませんが、疲労強度には顕著な影響を及ぼします。
図1に示すように表面が黒皮のままであったり、脱炭層がある場合などに特に効果が大きく現れます。
ばねは、工業的に最も広くショットピーニングが適用されています。図2に、ばねの素材であるピアノ線のショットピーニングによる疲労強度改善効果を示します。疲労強度がショットピーニングを施さない場合に比較して大きくなっていることがわかります。


また平滑部よりも切欠部に対して、さらには大型の部材よりも小物部品に対してその効果が顕著に現れます。もちろん、切欠部材の場合は切欠底の応力集中部に確実にショットされることが条件になります。
ショットピーニングの効果は被加工材やショットの材質、ショット径、速度、パス回数などの条件によって変化します。ショット径については小さいほど効果がありますが、ショット速度、パス回数、アークハイト(平板にショットを与えたときのわん曲の度合い)については最適条件が存在し、過大であっても疲労強度が低下します(図3)。過度のピーニングは、表面粗さが増したり微細なき裂が発生するため疲労強度が低下すると考えられます。

炭素鋼の場合には炭素含有量が多いものほど、また強度が高い材料ほど、圧縮残留応力値が大きくなり、疲労強度の上昇が大きくなります。軟質の材料では圧縮残留応力が負荷応力の繰返しとともに減衰しやすく、残留応力よりも加工硬化による改善効果のほうが大きくなるようです。
浸炭焼入れ材へのショットピーニングの適用も効果が大きいです。浸炭のままでは表面粒界酸化層や不完全焼入れ層[残留オーステナイト(retained austenite)が多い異常層]が存在する場合があり、ショットピーニングでこの残留オーステナイトをマルテンサイト(martensite)に変態させることにより圧縮の残留応力を形成して、表面硬度を増大させることができるからです。
アルミニウム合金にショットピーニングを行った場合には、その効果は鋼に比べて小さく、表面粗さの増大等のために逆に疲労強度を低下させる場合がありますが、腐食環境下ではかなりの効果があるとされています。。アルミニウム合金の場合、鋼と異なり加工硬化は疲労強度増大にはあまり寄与せず、圧縮残留応力によるき裂進展抵抗の増大が疲労強度向上の主因子であるとされます。
なお、前記のとおりショットピーニングによる加工層の深さは大きくないため処理後に切削などの加工を行うことは適切でなく、また腐食などによって硬化層が失われてしまうと疲労強度向上効果は
消失します。さらに加熱を行うと表面の残留応力などのピーニング効果が失われ、表面にショットが残した表面荒れの影響だけが残るためかえって逆効果になります。また、前述のとおり疲労強度向上率は大型部材になるほど小さくなるので、小型試験片の疲労試験結果から実部品の疲労強度を推定する場合には特に注意が必要です。可能ならば、あらかじめ実物にショットピーニングを施して、効果を確認することが望ましいです。
引用元:機械工学便覧 B02-09